.png)







Hydrogen demand on the rise
Demand for hydrogen is on the rise – worldwide. Refinery operations need to:
-
Deal effectively with widely varying feedstocks and oil fractions
-
Constantly maintain profit margins and improve efficiency
-
Benefit from new processes and technologies
-
Comply with evermore stringent environmental legislation
Haldor Topsoe Convection Reformer™ (HTCR) technology is a compact, high-efficiency heat exchange reformer that provides refinery operators with a straightforward, inexpensive way to meet the growing demand for hydrogen by:
-
Rapid, low-disruption addition of new reforming capacity
-
Installing add-on units in parallel to your existing reforming installation
HTCR is the energy efficient ideal choice for hydrogen requirements in the 5,000–50,000 Nm3/hour range.
Haldor Topsoe Convection Reformer (HTCR) technology has been in widespread industrial use since 1997.
HTCR technology
The HTCR process normally uses natural gas, LPG, naphtha or refinery off-gas as feedstock. This is processed in the following steps:
-
Desulfurization of feedstock
-
Prereforming in an adiabatic reactor
-
Convective reforming in one or two HTCR reactors
-
High-temperature shift conversion
-
Purification by pressure swing adsorption
An HTCR reactor absorbs about 80% of the heat released by the burner into the process. This compares to about 50% in a traditional fired tubular reformer featuring radiant heat transfer.
The main fuel used for the HTCR burner is PSA off-gas. The HTCR process consumes as much as 20% fewer hydrocarbons for any given effect, compared to a conventional process. Greater energy efficiency also provides corresponding reductions in CO2 emissions.
Doesn’t affect the steam balance
The high energy efficiency of the HTCR process means most of the thermal input is used to convert the feedstock into hydrogen, rather than producing steam.
No steam export means you can keep your overall steam balance intact, avoiding additional costs for steam disposal or re-use.
Compact, simple and scalable
The compact design of HTCR units also means they take up very little space. Using the convection principle to fully exploit the thermal inputs for the reforming reaction means the reformer takes up 30% less area than a conventional hydrogen unit featuring a box-type reformer (SMR).
This means you can easily slot an HTCR reactor into virtually any refinery space you may have available.
Modular, low-cost installation
Most of an HTCR installation is delivered onsite as preassembled, pretested modular units mounted on skids ready for rapid, easy installation. This keeps your onsite construction costs to a minimum.
The modular configuration also means installing an HTCR plant is quick and easy, with minimal disturbance to your other operations.
Installation can usually be completed in just three months. For a skid-mounted HTCR unit, installation work normally only accounts for 15–20% of the overall cost, whereas the onsite work required for a traditional steam reformer often amounts to 30–35%.
Less hassle, less risk, less disruption
An HTCR installation is an effective way to derisk expanding your hydrogen capacity with a low cost of ownership, with the additional benefits of coordinated, single-source supply.
It’s an uncomplicated, proven technology renowned for reliability, which you can normally depend on to be on-stream more than 99% of the time.
And it’s easy to install, bring on-line and operate – you get to boost revenue faster.
Low energy consumption, fewer emissions
The HTCR process is approx. 5-10% more energy efficient (feed and fuel) than the conventional SMR based hydrogen processes.
Typical feed and fuel consumption is 3.4 Gcal/1000 Nm3 hydrogen (362 BTU/SCF), which provides substantial savings in operating costs as well as reducing CO2 emissions. Depending on the process layout, energy consumption can be reduced still further towards 3.3 Gcal/1000 Nm3 hydrogen (351 BTU/SCF).
Low manpower requirements – automation if needed
The process is easy to operate and only requires minimum supervision and maintenance. You can install HTCR technology in simple, no-frills plants, or as part of advanced, semi- or fully automated setups.
HTCR hydrogen installations are designed for fully automated operation as standard, for use as and when you’re ready for it.
-
Convection technology is an exceptionally effective way to transfer thermal energy from the burner to the process
-
Straightforward, inexpensive way to get more hydrogen capacity, which you can easily adjust to meet your changing requirements
-
Rapid, low cost installation that uses preconfigured equipment modules mounted on easy-to-assemble skids
-
Built-in automation is available as standard, so you don’t need as much supervision and manpower
-
Low operating costs and up to 10% reductions in hydrocarbons consumption and resulting emissions
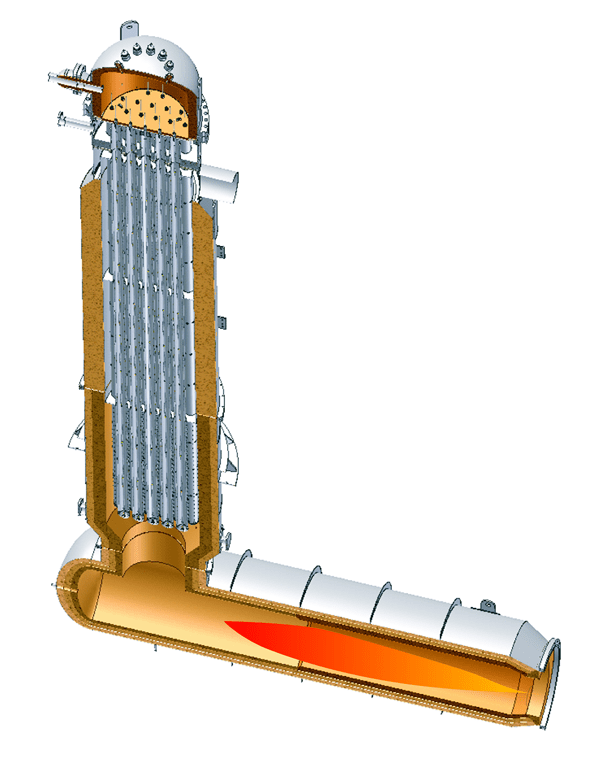
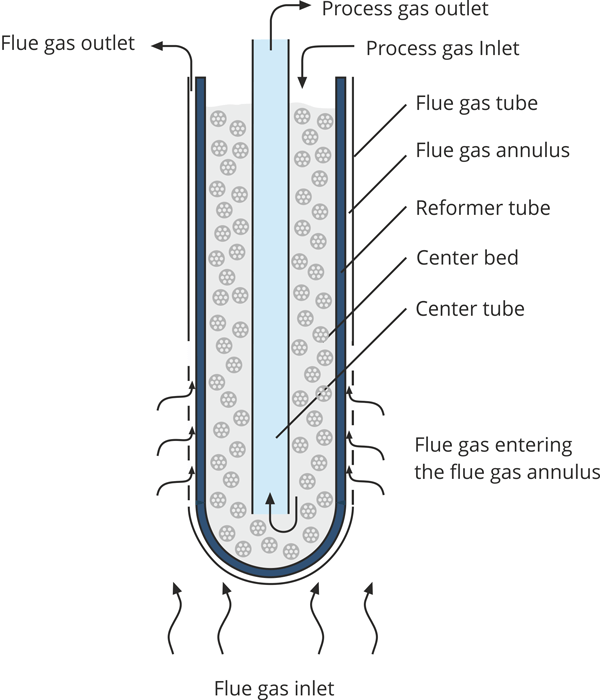
How an HTCR reactor works
The HTCR reactor consists of a vertical, refractory-lined vessel with a bundle of bayonet tubes inside. Each tube is surrounded by another tube that guides the hot flue gas around the bundle of tubes containing the feedstock. You can quickly and easily adjust the levels of heat using a proprietary Topsoe flue gas control system.
Below the vertical section is a horizontal combustion chamber containing the burner. The heat is transferred to the feedstock by convection, resulting in more effective exploitation of the thermal inputs, lower fuel consumption and no steam export.
![SAF Airplane runway[1]-1 1](https://www.topsoe.com/hs-fs/hubfs/SAF%20Airplane%20runway%5B1%5D-1%201.png?width=800&height=640&name=SAF%20Airplane%20runway%5B1%5D-1%201.png)



