Topsoe was among the first to introduce the two-stage HDS/HDA technology and catalysts for deep dearomatization of gas oil feedstocks and manufacturing ultra-clean diesel fuels. Our process is currently operating in several industrial units worldwide and has a proven track record for reliability and stability.
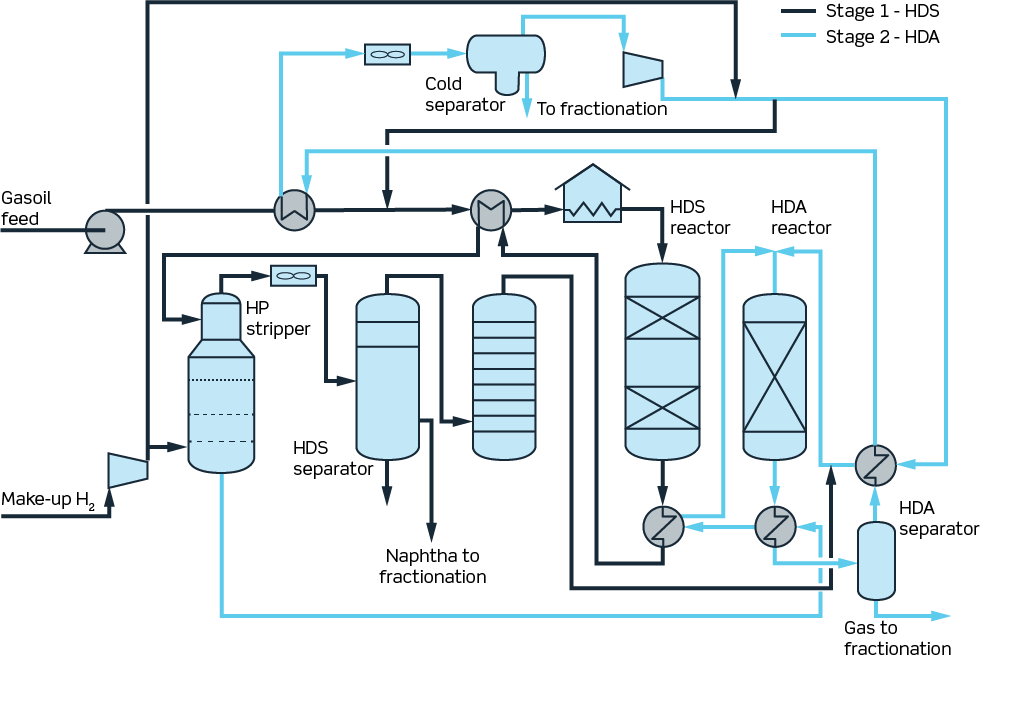
The first stage of this process is similar to Topsoe's conventional hydrotreating scheme. In this stage, deep HDS and HDN take place using a base metal catalyst. The effluent from the first reactor is sent to a stripper, which removes H2S and NH3 from the liquid hydrocarbon, exiting at the bottom of the stripper. It is very important that the hydrocarbon liquid is free of H2S, as it acts as a poison for the noble metal catalyst in the 2nd stage.
The overhead vapor from the stripper containing H2S, NH3, and light ends passes through an amine wash to remove impurities from the hydrogen-rich gas. The hydrogen stream is used as treat gas in the HDA stage, where noble metal catalysts saturate aromatics in the distillate from the stripping column. This stage dramatically reduces the aromatics content of the diesel product and raises the cetane number. Commercial operation has proven designs with less the 3 wt% aromatics and cetane number increase of more than 11.



.png)



.png?width=1440&height=1248&name=Frame%204%20(26).png)

![SAF Airplane runway[1]-1 1](https://www.topsoe.com/hs-fs/hubfs/SAF%20Airplane%20runway%5B1%5D-1%201.png?width=800&height=640&name=SAF%20Airplane%20runway%5B1%5D-1%201.png)



