分布塔盘

我们的汽提分布塔盘(VLT)能够将液体和气体均匀地分布在催化剂床层的整个横截面上。
塔盘配备的滴点数量极多,能够均匀地湿润下方的催化剂。
我们的盒式 VLT 采用一种自支撑结构,不仅无需支撑梁,而且能够减少塔盘偏转。 没有了支撑梁可以装载更多催化剂,因此效率也更高。
安装
The VLT distributor tray’s construction is based on modular principles, with the number of modules optimized and customized for each reactor. Modules are “match-marked” for simple assembly and easy installation.
The VLT is equipped with our Quick-Release™ fasteners for speedy installation and dismantling and easy manway access. In addition, the number of bolted connections has been minimized to eliminate problems with seizing and to reduce overall installation time.

|

|
| Installation point of the Vaport Lift Distributor Tray (VLT) | Installation point of the Vaport Lift Distributor Tray (VLT) and Scale Catcher |
Scale catching capacity
Our VLT distributor tray has the capacity to accommodate a large amount of scales and particles without compromising gas and liquid transfer and distribution to the catalyst bed below.
In services where the amount of scales and particles introduced during the cycle is expected to exceed the VLT’s scale catching capacity, we recommend installing our Liquid Phase Scale Catcher (link to Scale Catcher page).
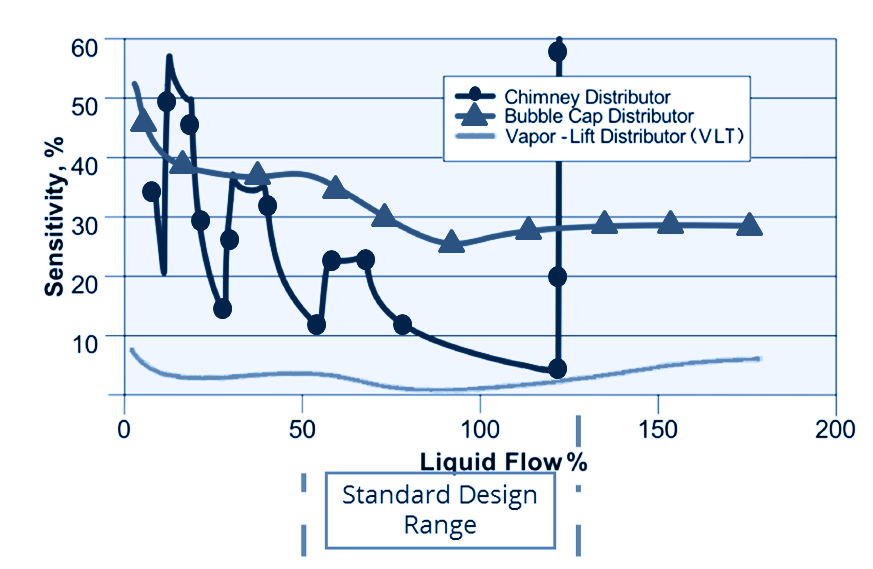
Sensitivity
Our VLT is proven to display the lowest sensitivity to changes of process conditions. Stabilities of different distributor types are shown here:
Quality Control
All trays are preassembled in the workshop to ensure that you receive high-quality products.
“Leak proof” testing can be conducted in our workshops on request.
Case stories
A: Rectifying radial temperature spread
A three bed reactor processing heavy gas oil (HGO) had the following distribution of catalyst volume:
- 10% in the first bed
- 50% in the second bed
- 40% in the third bed
The radial spread of temperatures was evident through the reactor as shown below:
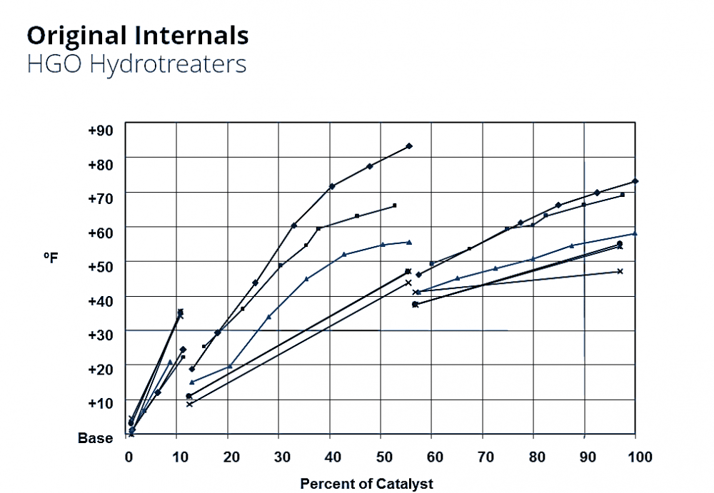
Quench sections could not rectify the temperature spread of the bed above them. The spread was therefore transferred and increased over the full reactor height. To increase catalyst utilization and improve the unit performances, new TOPSOE™ reactor internals were installed in the reactor.
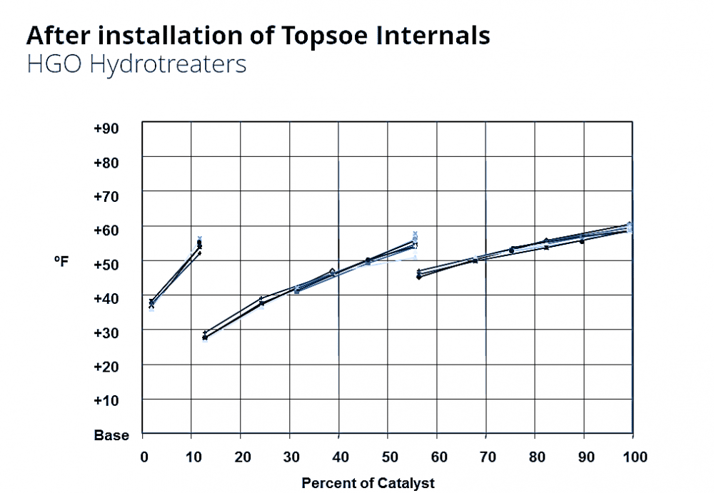
As shown in the figure below, the radial temperature profiles of each catalyst bed were even after the installation of our internals. This indicates that the utilization across the reactor is uniform. The optimized distribution allowed our customer to utilize the full potential of their catalyst.
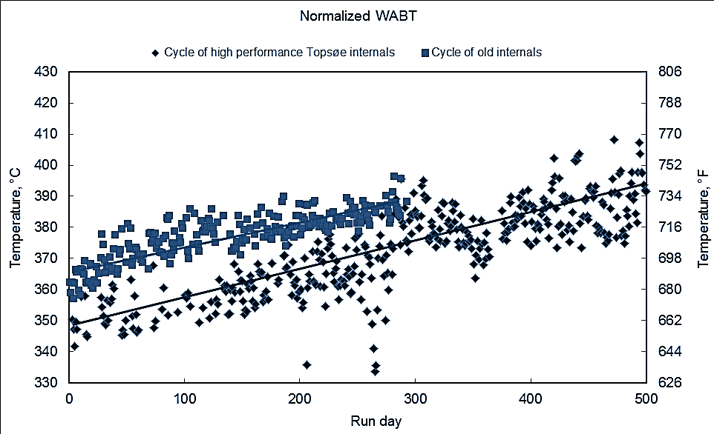
B: Decreasing Reactor WABT
After the installation of our reactor internals, the reactor WABT in the hydrotreating unit was reduced by more than 15°C, which corresponds to a cycle length increase of approximately 6 months. See below. The catalyst type and the process conditions were the same as during the run with the original reactor internals.