


.png)





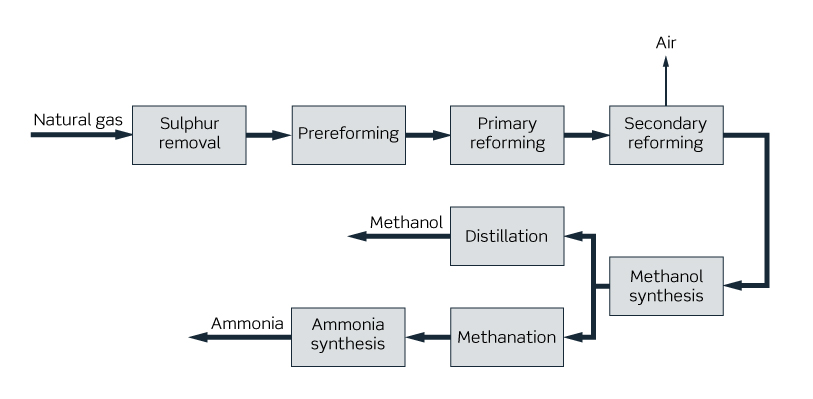
It features a streamlined layout with no shift or CO2 removal unit to minimize investment costs while still enabling co-production of ammonia and methanol. The methanol synthesis process is once-through at high pressure. The ammonia capacity depends on your feedstock composition, and minor capacity adjustments can be made by adding a CO2 PSA unit for CO2 removal.
Our IMAP Methanol+™ process design is intended for use where methanol is the main product, ammonia is the co-product, and no need to produce urea is expected. Ammonia production capacity ranges from 25 to 35 percent.
Self-sufficient in steam and power
Low specific energy consumption (SEC)
No need to invest in Air Separation Unit or CO2 removal unit
Less maintenance thanks to fewer rotating parts
No CO2 removal means savings on chemicals
No HTS or LTS CO conversion means savings on catalyst
Higher on-stream factor

Do you have a question about our products or solutions? Or do you want to know how our technologies can support your business? Contact our experts today.
![SAF Airplane runway[1]-1 1](https://www.topsoe.com/hs-fs/hubfs/SAF%20Airplane%20runway%5B1%5D-1%201.png?width=800&height=640&name=SAF%20Airplane%20runway%5B1%5D-1%201.png)



